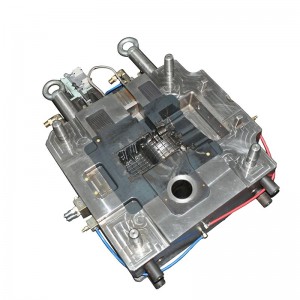
Alumiininen korkeapaineinen painevalu Telecom-kotelotyökalu painevalumuotti
Perustiedot
| Tuotteen nimi | Korkeapaineinen painevalu Telecom-kotelomuotti |
| Muotin materiaali | PH13, H13, DVA, DIEVAR, 8407, 8418, W400 jne |
| Valuseos | Alumiini |
| Syvennys Kpl | Yksi ontelo, moniontelo tai yhdistelmäontelo |
| Vetoisuus | 200T-2000T |
| Hoito | Lämpökäsittely, typpitys, kiillotus jne. |
| Muotin elämä | 30 000 laukausta, 50 000 laukausta, 80 000 laukausta riippuu tuotteista |
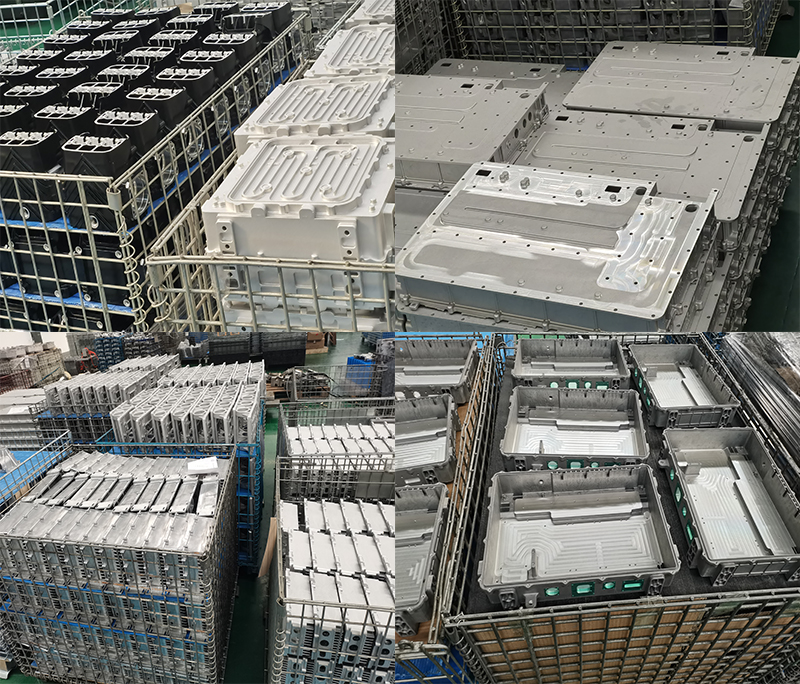
| Sovellukset | 1. Autojen ja moottoripyörien osat; |
| 2. Valot ja lamput osat; | |
| 3. Sähkölaitteiden osat; | |
| 4. Telecom-osat; | |
| 5. Teollisuuden laitteistot ja koneen varaosat; | |
| 6. Kodinkoneiden osat; | |
| 7. Huonekalujen osat; | |
| Toimitusaika | 35-60 päivää |
| Erikoispyyntö | Asiakkaan pyynnöstä |
Voimme mukauttaa, mutta ei rajoittuen näihin:
Alumiininen painevalu tietoliikennekotelon muotti
Alumiininen painevalu autoosien muotti
Alumiininen painevalu sähkötyökalujen muotti
Alumiininen painevalu sähkötyökalujen kotelon muotti
Alumiininen painevalettu automaattivaihteistokotelon muotti
Alumiininen painevalettu automaattinen vesipumppukotelon muotti
Alumiininen painevalettu valokotelon muotti
Alumiininen painevalettu jäähdytyselementtimuotti
Mukaan lukien muut alumiinin korkeapainevalutyökalut.
FENDA-alumiinipainevalumuottien valmistusprosessit
Alumiiniseoksen painevalumuottien valmistusprosessimme päävaiheet ovat: CNC-jyrsintäprosessi, lämpökäsittely, EDM-prosessi, WEDM-prosessi, kiillotus ja kokoonpano
CNC-jyrsintäprosessi
Alumiinin painevalumuottien valmistuksen ensimmäinen vaihe: käytä nopeita työstökeskuksia muotin ontelon jyrsimiseen, jolloin tuotteen muotoon jää noin yhden millimetrin työstövara.Se on tarkoitettu tietylle muodonmuutokselle lämpökäsittelyn jälkeen.
Alkujyrsinnän jälkeen muottipesä lähetetään lämpökäsittelyyn.
Kun ontelot palaavat lämpökäsittelyn jälkeen, suoritetaan toissijainen koneistus.Kutsumme tätä prosessia hienokoneistukseksi.Tällä kertaa kaikki koot ovat muotin suunnittelupiirustuksen mukaisia
EDM-prosessi
Kahden koneistuksen jälkeen on vielä joitain alueita, joita on vaikea leikata nopealla leikkauksella, minkä jälkeen ne viimeistelee EDM:llä.
Muotin pinnassa on paljon syviä uria ja kapeita rakoja ja monimutkaisia onteloita, joita on vaikea käsitellä jyrsinkoneilla.Tämä vaatii EDM-sähköpurkauskoneistuksen.
Lisäksi EDM:ää käytetään yleisesti myös joissakin osissa, jotka vaativat erityisen suurta työstötarkkuutta ja pinnan karheutta.
WEDM-prosessi
WEDM:n (langanleikkauksen) toimintaperiaate on käyttää jatkuvasti liikkuvaa ohutta metallilankaa (kutsutaan elektrodilangaksi) elektrodina, joka suorittaa pulssikipinäpurkauksen työkappaleeseen metallin poistamiseksi ja sen leikkaamiseksi muotoon.
Muotissa olevat ejektorin reiät sekä eräät teräväkulmaiset, erikoismuotoiset reiät, joita ei voida työstää, ja lisävarusteet täydennetään lankaleikkauksella.
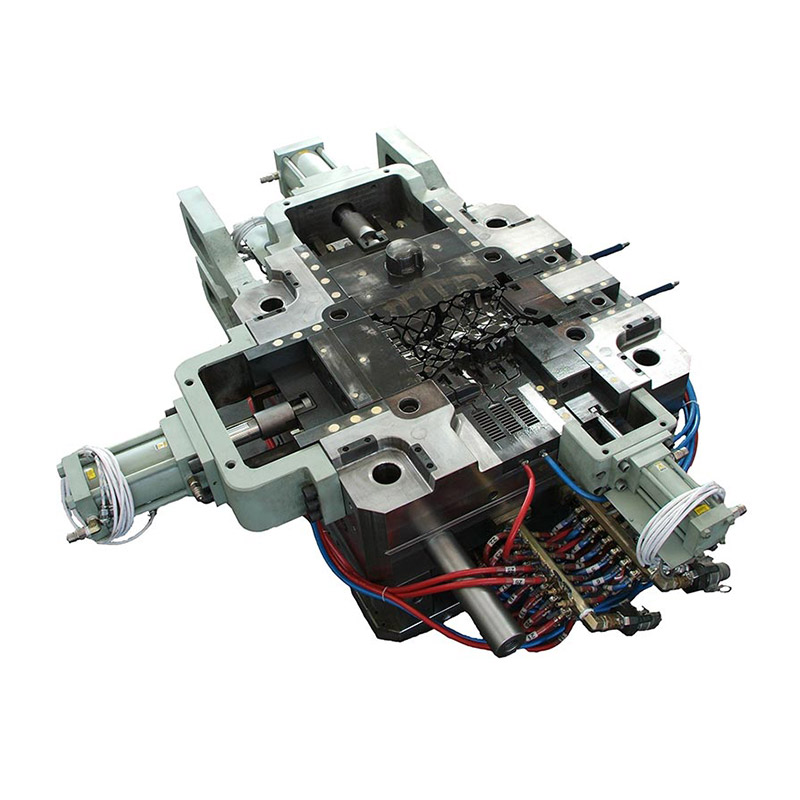
Tämän prosessin jälkeen muotin ontelo kiillotetaan.Ja viimeinen prosessi, kokoa alumiinin painevalumuotti ja kokeile.
Tehdasprofiili
Fenda pystyy suunnittelemaan ja valmistamaan työkaluja ja kalusteita kaikkiin prosesseihimme.
Simulaatioanalyysi auttaa insinöörejämme suunnittelemaan tehokkaampia työkaluja.Kotelon sisäinen painevalutyökalupaja auttaa saavuttamaan asiakkaan läpimenoajan valmistukseen ja todentamiseen.
Korkeapaineinen painevaluprosessi kuvaa parhaiten valmistuskykyämme.Meillä on painevalupajassamme 7 kehittynyttä kylmäkammiopainevalukonetta 400T - 2000T, mikä antaa meille mahdollisuuden täyttää vaatimukset erilaisissa alumiinipainevaluprojekteissa.
CNC-työstökeskuksemme, joka on varustettu 80 sarjalla nopeita / erittäin tarkkoja työstökeskuksia ja yli 20 sarjaa erittäin tarkkaa sekoituskitkahitsausta, pintakäsittelyä ja muita tarkkoja erikoiskoneita.
Fenda tarjoaa korkealaatuisia alumiinipainevaluosia ja -komponentteja useille teollisuudenaloille, mukaan lukien autoteollisuus, led-valaistus, televiestintä, koneet, lääketiede, putkityöt, kastelu, kaivosteollisuus, petrokemian, sähkö-, energia-, ilmailu-, sukellusveneteollisuus ja muut.